




包裝流水線新聞
最先進的烘焙食品自動化包裝流水線流程是如何完成的
發布時間:2018-09-29??????????????
供稿:www.h7210.cn
Leclerc Foods是一家著名的烘焙食品生產企業,總部位于魁北克市郊的第五代加拿大面包房制造商,在美國的四個城市都有工廠。

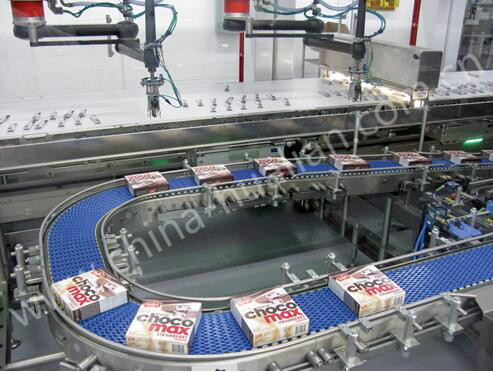
這家公司生產一種塑料袋包裝的條形的烘焙糕點,當地人稱為“能源棒”,這種烘焙食品非常受消費者歡迎,產量要求非常可觀。現在這家公司引進了全新的條狀型烘焙食品自動裝箱包裝流水線,不僅使裝箱效率大幅增加,由原來750箱/小時提升到1200箱/小時,并且通過使用機器人加入到包裝流水線,不僅使生產線調整更靈活,同時也縮小了使用空間。

那么這條烘焙食品自動化包裝生產線是如何工作的呢?下面進行詳細的介紹:
“能量棒”產品在包裝操作的上方形成一層。它們被帶到包裝平臺上,并供入兩個現有的包裝卷膜。隨后,它們進入四條平行進料傳送帶,引導它們進入自動裝箱系統,其特點是具有幾個基本的設計特征:
首先,在這條烘焙食品自動化包裝流水線上,輸送動作以逆流原理運行。條形產品在主產品傳送帶上向北移動,然后向南移動,然后再次向北移動。這期間機器人裝箱機將他們按規律放入固定容器中,最后當裝滿條狀產品的容器朝相反的方向離開時,傳送帶就向南移動。
第二,雖然所有條形產品都沿著同一主產品傳送帶向下移動,但實際上有三臺緊密集成的裝箱機從傳送帶中拾取產品。每臺機器由六個裝箱機械手組成,負責揀選、放置和紙箱封口。
第三,沒有挑選和直接放入紙箱。取而代之的是,它們被從主產品傳送帶中挑選出來,并被放入容器中,容器是從鋁塊中碾磨出來的車廂。每個跨距600毫米長,200毫米寬,和120毫米高的軌道上運行。電源是感應式的,所有的數據和信號都是無線傳輸的,所以每個模塊都可以在軌道上自由移動。在三個裝箱系統中的每一個都有七個托架,并且正是這些托架將包裝好的條形產品按所需數量運送給一個裝箱機器人上,該裝箱機器人從托架上揀出整個組并將其放置在豎立的紙箱中。這種方法的好處之一是,當單個條沿主產品傳送帶連續移動時,當需要挑選一組條以放置到紙箱中時,從中挑選條所用的轉換模數是固定的。
第四,設備上的專有視覺系統來檢查主要產品傳送帶上的每個條形產品以了解其位置,以便它可以告訴機器人拾取頭在哪里需要去拾取單個棒。視覺系統還檢查質量控制,所以如果產品粘在一起,或產品的包裝有破損,產品將不會被機器人拾取。
- 上一篇:糖果自動化機械設備最新市場研究
- 下一篇:3D機器視覺會更廣泛應用在包裝生產線上