產品搜索
產品目錄
聯系我們
|
企業榮譽
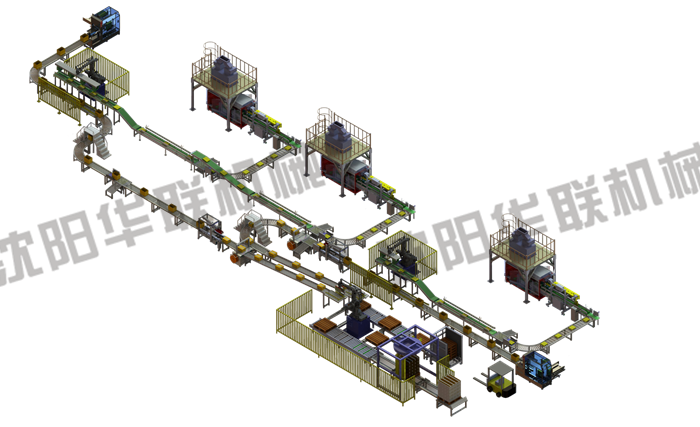
 華聯機械集團創建于 1989 年,注冊資金5000萬。是國內一流的包裝生產線,包裝設備生產線,自動化包裝生產線,紙箱自動包裝設備,大袋重袋包裝流水線,包裝自動化產業的大型集團。是國內為數不多的年產值超億元的具有自動化生產線設計能力的全自動包裝生產線制造企業,能為諸多應用行業提供完美的包裝方案。
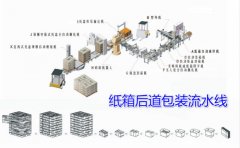
沈陽華聯機械經過多年的耕耘努力,已先后完成了多家全國以及東三省客戶自動化包裝生產線的建設和改造工程,如沈陽紅梅食品有限公司后道包裝生產線工程,中國工業博物館的包裝自動化工程,沈陽獅子王米業的紙箱后道自動化生產線工程、以及山東保齡寶生物化工大袋重袋包裝生產線工程等等,年產值達上千萬元……
[查看詳情]
華聯機械集團創建于 1989 年,注冊資金5000萬。是國內一流的包裝生產線,包裝設備生產線,自動化包裝生產線,紙箱自動包裝設備,大袋重袋包裝流水線,包裝自動化產業的大型集團。是國內為數不多的年產值超億元的具有自動化生產線設計能力的全自動包裝生產線制造企業,能為諸多應用行業提供完美的包裝方案。
沈陽華聯機械經過多年的耕耘努力,已先后完成了多家全國以及東三省客戶自動化包裝生產線的建設和改造工程,如沈陽紅梅食品有限公司后道包裝生產線工程,中國工業博物館的包裝自動化工程,沈陽獅子王米業的紙箱后道自動化生產線工程、以及山東保齡寶生物化工大袋重袋包裝生產線工程等等,年產值達上千萬元……
[查看詳情]


































- 2019-02-08
- 2018-12-04
- 2018-11-21
- 2018-11-12
- 2018-10-28
- 2018-10-17
- 2018-10-09
- 2018-09-29
- 2018-09-10
- 2019-02-04
- 2018-09-22
- 2018-09-14
- 2018-09-10
- 2018-09-10
- 2018-09-10
- 2018-09-10
- 2018-09-10
- 2018-09-10